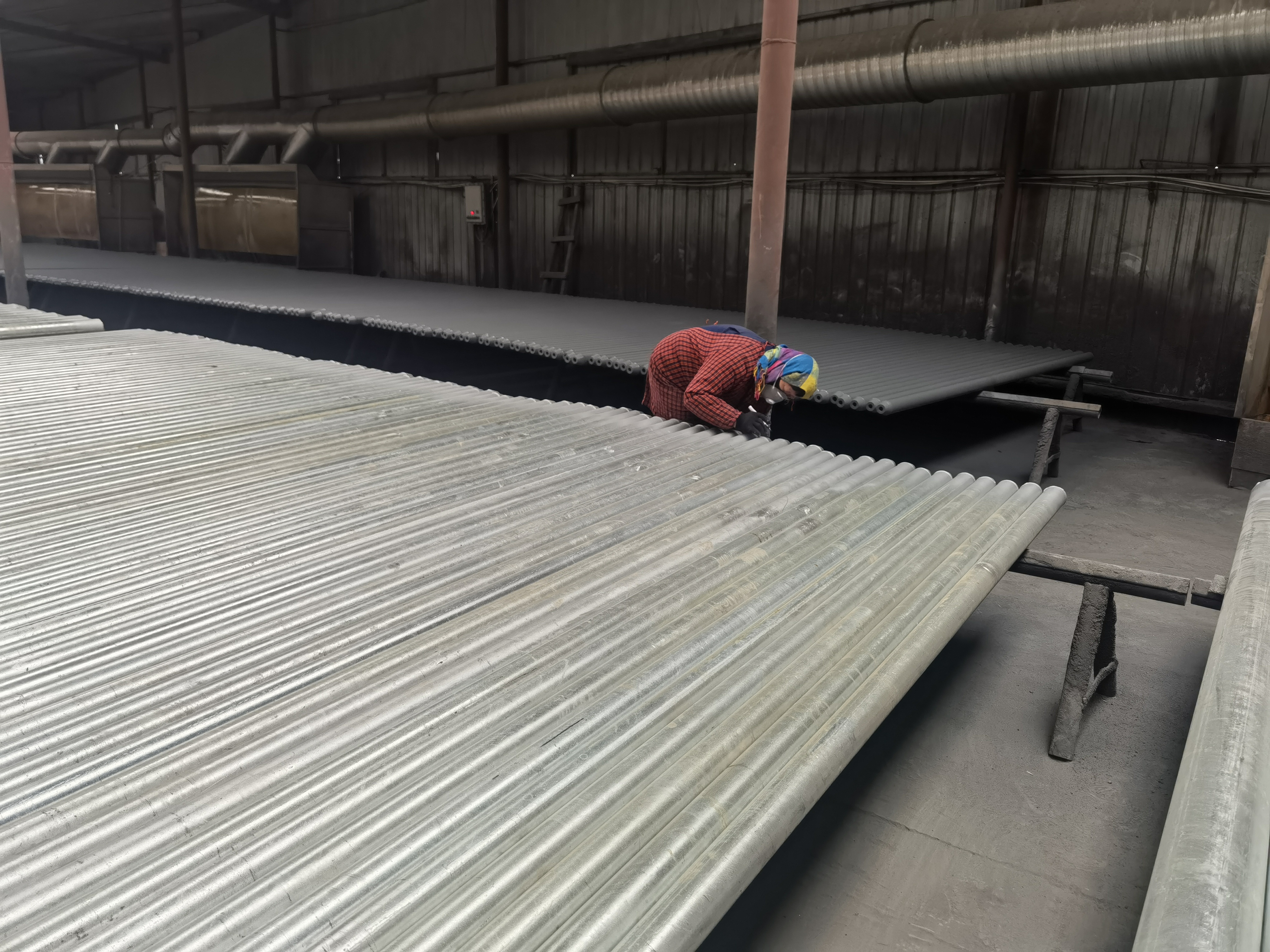



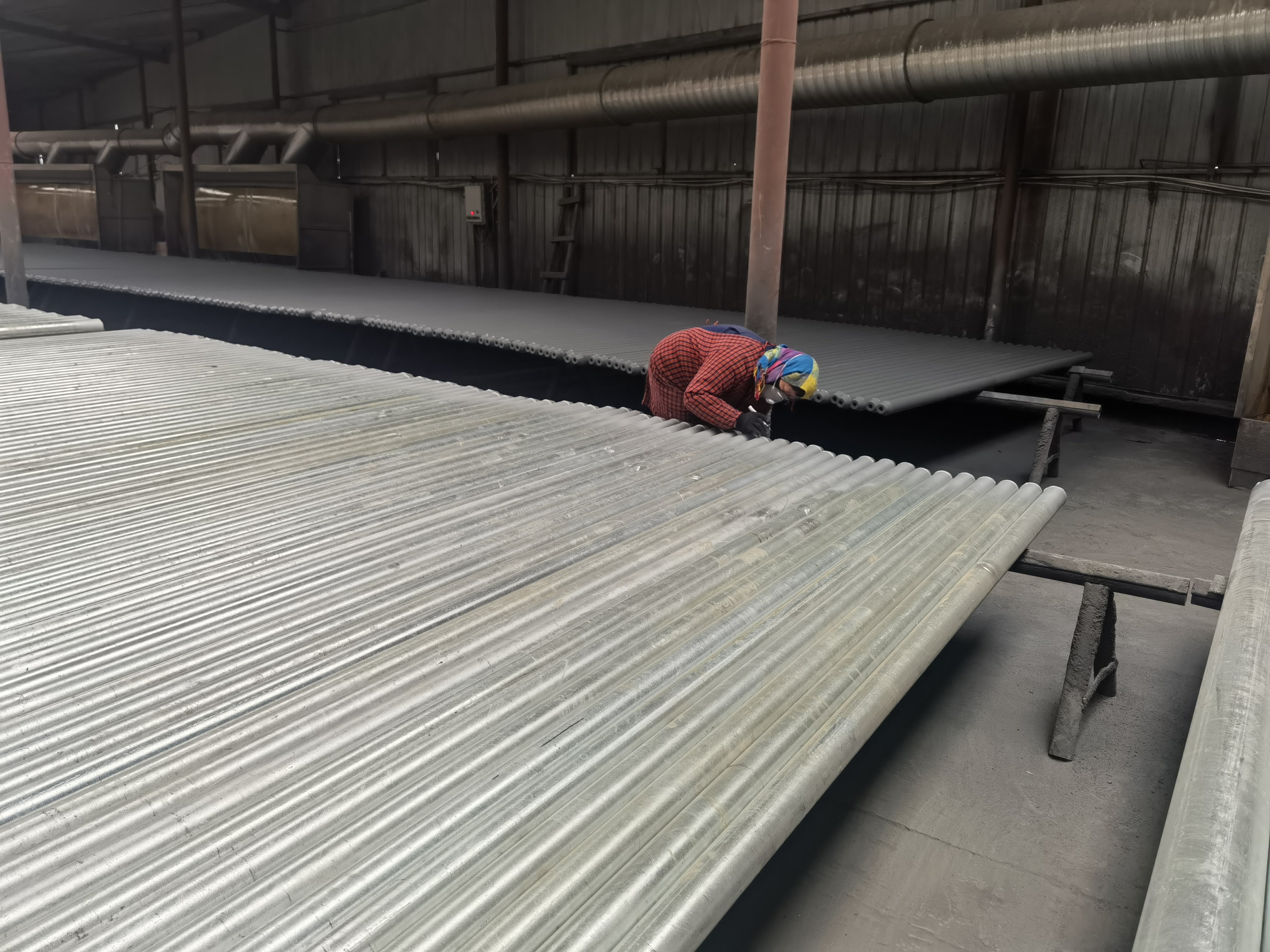




Proces tryskání a odrezování ocelového prostorového rámu
Tryskání:
Tryskání je použití odstředivé síly oběžného kola na tryskací stroj, když se otáčí vysokou rychlostí a proces tryskání je velmi vysoký.
Lineární rychlost oceli je vystřelována na povrch oceli, která má být zpracována, což má za následek efekt foukání a broušení a oxidové okují na povrchu oceli jsou odstraněny.
a rez a vytvářejí určitou drsnost.Tryskání je vysoce účinné a lze jej provádět v uzavřeném prostředí.
Třída tryskání a odstraňování rzi;
(1) Mírné otryskání a odstranění rzi.Ocelový povrch by měl být bez viditelné mastnoty nebo nečistot a bez silných oxidových okují, rzi a nátěrů a jiných doplňků;
(2) Důkladné otryskání a odstranění rzi.Ocelový povrch by měl být bez viditelné mastnoty nebo nečistot a bez silných oxidových okují, rzi a nátěrů a jiných doplňků;
(3) Velmi důkladné otryskání a odstranění rzi.Ocelový povrch by měl být bez viditelné mastnoty nebo nečistot, okují, železných nánosů, jako je rez a nátěry, veškeré zbývající stopy by měly být pouze nepatrné skvrny ve formě teček nebo pruhů;
(4) Tryskání a odstranění rzi, aby byl ocelový povrch čistý.Ocelový povrch by měl být bez viditelné mastnoty nebo nečistot, oxidační kůže, rzi a nátěrů a jiných nánosů, které by měly mít jednotný kovový lesk;